




Amid the wave of smart manufacturing and logistics upgrades, automated storage and retrieval systems (AS/RS) have become a core choice for enterprises to enhance storage efficiency and optimize space utilization. Among them, the golden combination of stacker cranes and shuttle cars, with their highly automated operational workflows, has fundamentally transformed the operational models of traditional warehousing. Behind this efficient synergy, the technical empowerment of polyurethane coated wheels is indispensable. With their exceptional performance, they have become the "cornerstone" for the smooth operation of these two key equipment types, bringing multiple benefits to AS/RS.

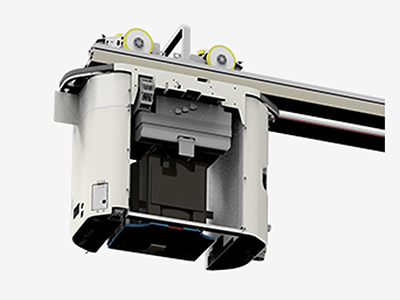
The stacker crane, as the vertical handling expert of the AS/RS, is responsible for the precise lifting, lowering, and retrieval of goods between high-rise racks. The shuttle car plays the role of the "horizontal transport specialist," enabling the rapid horizontal movement and transfer of goods within the rack aisles. Working in coordination, they achieve full-process automation for goods from receiving, storage, and counting to dispatch, significantly reducing manual intervention and improving inventory turnover. However, in high-frequency, high-load continuous operations, the stability, wear resistance, and compatibility of the equipment's wheels directly determine the overall operational efficiency – the emergence of polyurethane coated wheels precisely addresses this core challenge.
Polyurethane coated wheels provide three core supports for the efficient synergy between stacker cranes and shuttle cars. First, superior wear resistance and load-bearing capacity allow them to easily adapt to various types of goods in the AS/RS. Even with thousands of round trips daily, they effectively resist track friction, extend wheel service life, and reduce the frequency and cost of equipment maintenance. Second, excellent anti-slip and shock absorption effects: the coating layer possesses outstanding grip, preventing slippage or deviation during high-speed travel, start-up, or stopping, while cushioning operational vibrations to ensure smooth goods transport and reduce damage to fragile items. Third, significant noise reduction and protection advantages: the polyurethane material operates with very low noise, creating a quiet storage environment, and does not cause scratching damage to the tracks, extending the overall service life of both the racks and tracks.
In practical application scenarios, the improvement in operational efficiency is particularly evident for stacker cranes and shuttle cars equipped with polyurethane coated wheels. A manager from a large e-commerce logistics center stated that after upgrading to these wheels, equipment downtime was reduced by 30%, goods transfer accuracy reached 99%, overall warehouse throughput increased by 25%, and labor costs decreased by nearly 40%. Whether in cold storage, high-humidity environments, or high-cleanliness workshops, polyurethane coated wheels maintain stable performance, adapting to the specific needs of different storage scenarios.
As automated storage and retrieval systems evolve towards higher density, faster speed, and greater intelligence, the coordinated operation of stacker cranes and shuttle cars will become a mainstream trend. Relying on their core advantages of wear resistance, stability, quiet operation, and strong adaptability, polyurethane coated wheels not only safeguard the efficient operation of the equipment but also help enterprises achieve cost reduction, efficiency improvement, and sustainable development in warehouse operations. In the future, focusing on technological innovation in polyurethane coated wheels will further unleash the operational potential of automated storage and retrieval systems, injecting stronger momentum into the intelligent upgrade of the logistics industry.