



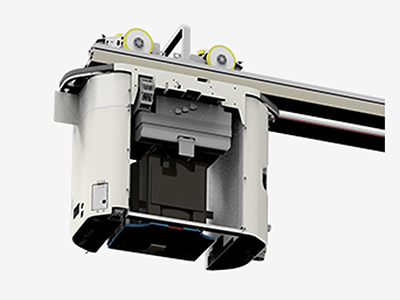

The Single-Shuttle Electrified Monorail System employs suspended or supported monorail tracks, equipped with a single independently operable shuttle car, to achieve precise point-to-point material transfer along fixed paths. It is widely utilized in scenarios such as automotive component assembly lines, e-commerce sorting centers, and pharmaceutical warehouses.

Core Advantages of Wheels Adapted for Monorail Systems
High Load Capacity and Fatigue Resistance: The wheel features a high-strength composite material design: the wheel core is made of 42CrMo alloy structural steel, enabling stable bearing of alternating stresses under dynamic loads. The wheel surface is crafted from special polyurethane with a hardness of Shore A 90-95. firmly bonded to the wheel core via high-pressure vulcanization process, with a peel strength ≥ 6MPa to prevent wheel surface detachment during heavy-load operation.
High Wear Resistance and Low Friction: Addressing the characteristic of continuous contact and friction between wheels and tracks in monorail systems, the wheel surface is made of polyurethane. Additionally, the wheel surface undergoes precision grinding to optimize surface roughness, which not only reduces track wear but also lowers the energy consumption of the drive motor.
Low Noise and Environmental Adaptability: The elastic properties of the polyurethane wheel surface effectively absorb vibration and noise during operation, with a running noise ≤ 60 decibels under no-load conditions and ≤ 65 decibels under full load—far lower than the 85+ decibels of cast iron wheels. It is perfectly suited for noise-sensitive clean rooms in industries such as pharmaceuticals and electronics. Meanwhile, the wheel material exhibits excellent temperature resistance and chemical corrosion resistance: in cold chain warehouses (-20℃) or high-temperature workshops (40℃), the wheel surface retains ≥ 90% of its elasticity; in oil-contaminated environments of food processing workshops, it also avoids material aging and cracking, ensuring stable cross-scenario operation.
Scenario Implementation:
Automotive Intelligent Manufacturing Workshops: In a new energy vehicle battery assembly workshop, the Single-Shuttle Electrified Monorail System undertakes the task of precise transfer of battery modules from the warehouse area to the assembly line. The wheel’s high load capacity and fatigue resistance ensure 24/7 continuous operation without failures, while the precision guiding design reduces docking errors to ≤ 0.8mm, eliminating time-consuming manual adjustments and improving the efficiency of the battery assembly line by 40%.
Pharmaceutical Clean Warehouses: GMP clean rooms in the pharmaceutical industry have extremely high requirements for equipment cleanliness, noise, and stability. The wheels of the Single-Shuttle Electrified Monorail System adopt a fully enclosed structural design to prevent lubricating oil leakage and environmental contamination. The wheel surface is made of antibacterial polyurethane, complying with ISO 14644-1 Class 7 cleanroom standards.
As Single-Shuttle Electrified Monorail System, technological innovation and performance improvement of wheels not only solve the pain points of traditional transmission equipment such as unstable heavy-load operation, high-frequency wear, and insufficient precision but also serve as a key engine driving intelligent logistics toward higher efficiency, refinement, and compliance. In future industrial and warehousing scenarios, wheels will continue to deeply synergize with monorail systems, injecting stronger momentum into material transfer across various industries.